M hoch 5 PFM2.6 CNC Fräse Teil1
Vor etwa 7 Jahren habe ich mir vorgenommen einen CNC Fräsmaschine anzuschaffen. Nach langem Überlegen, unzähligen Stunden Recherche, zwischendrin immer wieder Zweifel – lohnt sich das wirklich? habe ich es endlich getan: Ich habe mir eine “M hoch 5” PFM2.6 gekauft. Ok ok ich hätte nicht 7 Jahre gebraucht um meine Entscheidung zu fällen wäre da nicht eine Weltreise, Jobwechsel, Umzug etc dazwischengekommen.
Es ist ja nicht so, dass ich keine anderen Projekte am laufen habe aber mit einer CNC kann ich gewisse Projekte um eine Grössenordnung beschleunigen und andere überhaupt starten. Passt.
M hoch 5 vs Sorotec vs DIY vs…
Es gibt nicht die beste Fräse. Das muss jedem klar sein. Wahrscheinlich gibt es aber die beste Fräse für ein gewisses Nutzungsprofil, DIY Erfahrung etc. In meinem Fall ist das die PFM2.6 (nur die Mechanik). Die Gründe die am meisten zum Kauf der PFM2.6 geführt haben sind folgende:
- Sie ist extrem einfach aufzubauen (= Zeitersparnis beim justieren)
- Sie ist verglichen mit anderen Fräsen (Sorotec) etwas günstiger bei vergleichbarer Steifigkeit
- Die Grösse konnte ich ohne grossen Aufpreis auf meine Bedürfnisse anpassen
- Das Gesamtkonzept so scheint es mir, ist optimal abgestimmt
- Der Entwickler der Fräse ist ehrlich und versucht nicht durch Lügen oder Verschweigen von Tatsachen oder durch das Schlechtmachen der Konkurrenz einen Kaufvertrag abzuschliessen.
Damit möchte ich selbstverständlich nicht sagen, dass alle anderen Fräsen schlechter performen oder dass Mitstreiter wie Sorotec unehrlich sind. Für mich hat die PFM2.6 einfach am besten gepasst.
Spezifikationen
- X – 520mm
- Y – 1250mm
- Z – 220mm
- Portaldurchlass – 160mm
- 4x JMC CL Stepper 3Nm
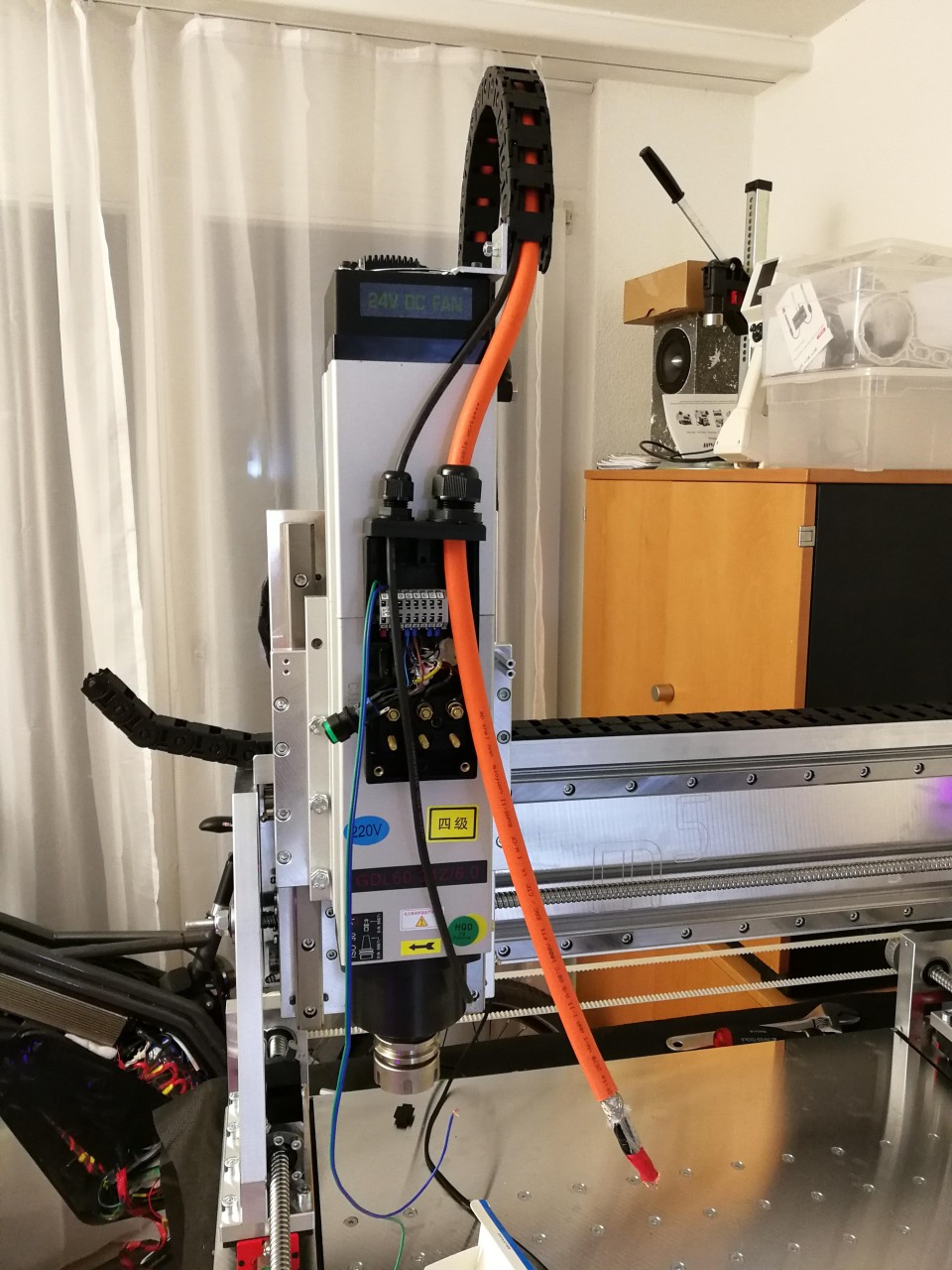
- Spindel 6kW GDL60-30-24Z-6.0 ISO30 mit E-Lüfter
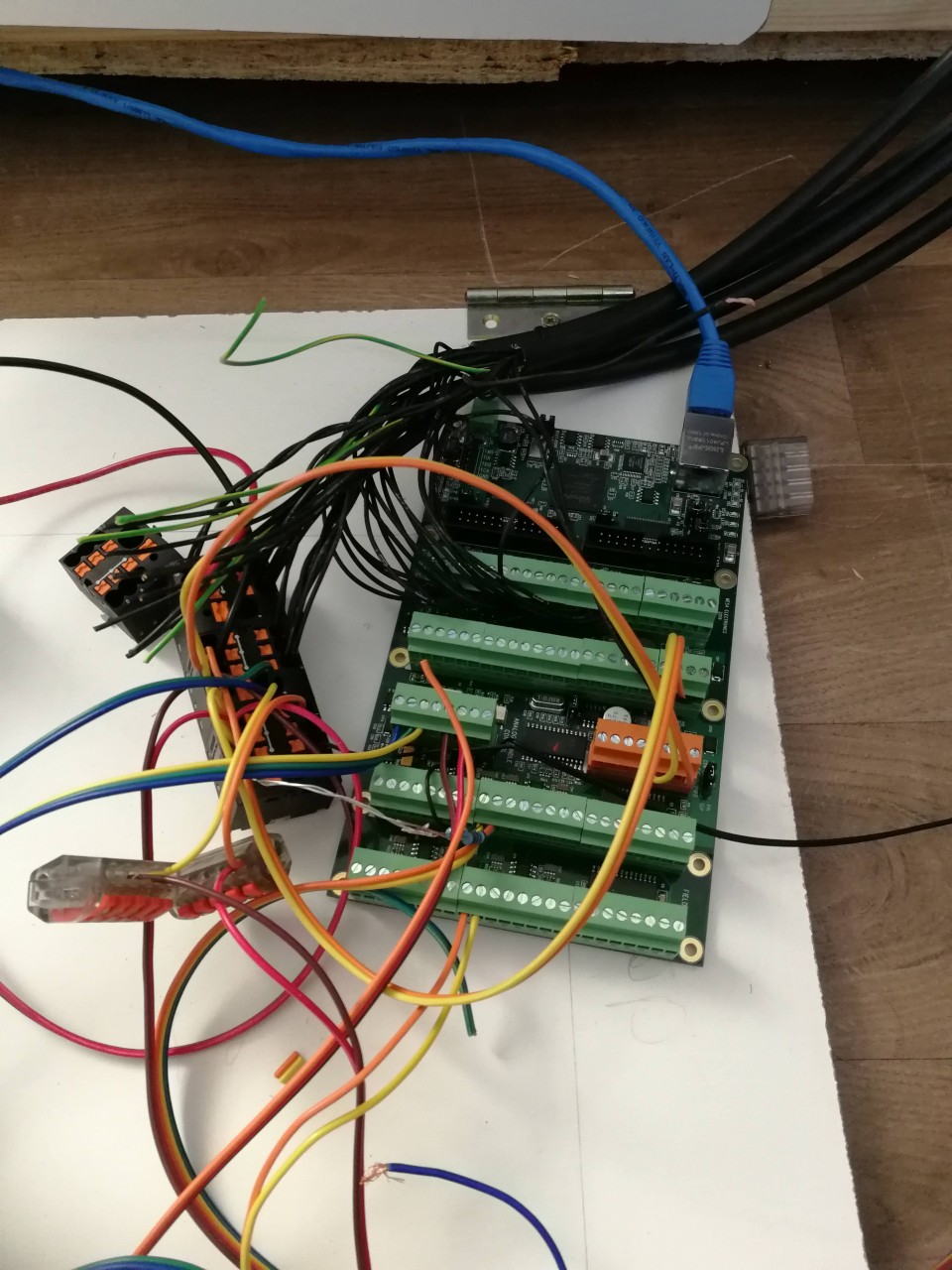
- Steuerung Linuxcnc – MESA 7i76e
- 21 fach WZW (in Planung)
Der Eine oder Andere mag sich fragen wieso ich bei so einer Fräse eine 6kW Spindel verbaut habe. Die Leistung spielt mir im Prinzip keine Rolle. Ich werde wahrscheindlich nie von den 6kW Gebrauch machen. Ganz anderst sieht es aber beim Drehmoment aus. Die Spindel liefert ein konstantes Drehmoment von 2.38Nm über ein rel. grosses Drehzahlspektrum. D.h. es ist auch möglich grössere Werkzeuge ( z.B. mein 50mm Chinamesserkopf) zu montieren oder Bohroperationen durchzuführen ohne die Spindel abzuwürgen. Darüber hinaus verfügt die Spindel über einen pneumatischen Werkzeugwechsler, was bei einem Preis von ca. 1200USD wirklich preiswert ist. Es gibt zwar noch weitere Modelle in mit ähnlichen Preisen, diese sind jedoch meist wassergekühlt. Ich bin absolut kein Fan von Wasserkühlungen und der damit verbundenen Risiken.
Aufbau
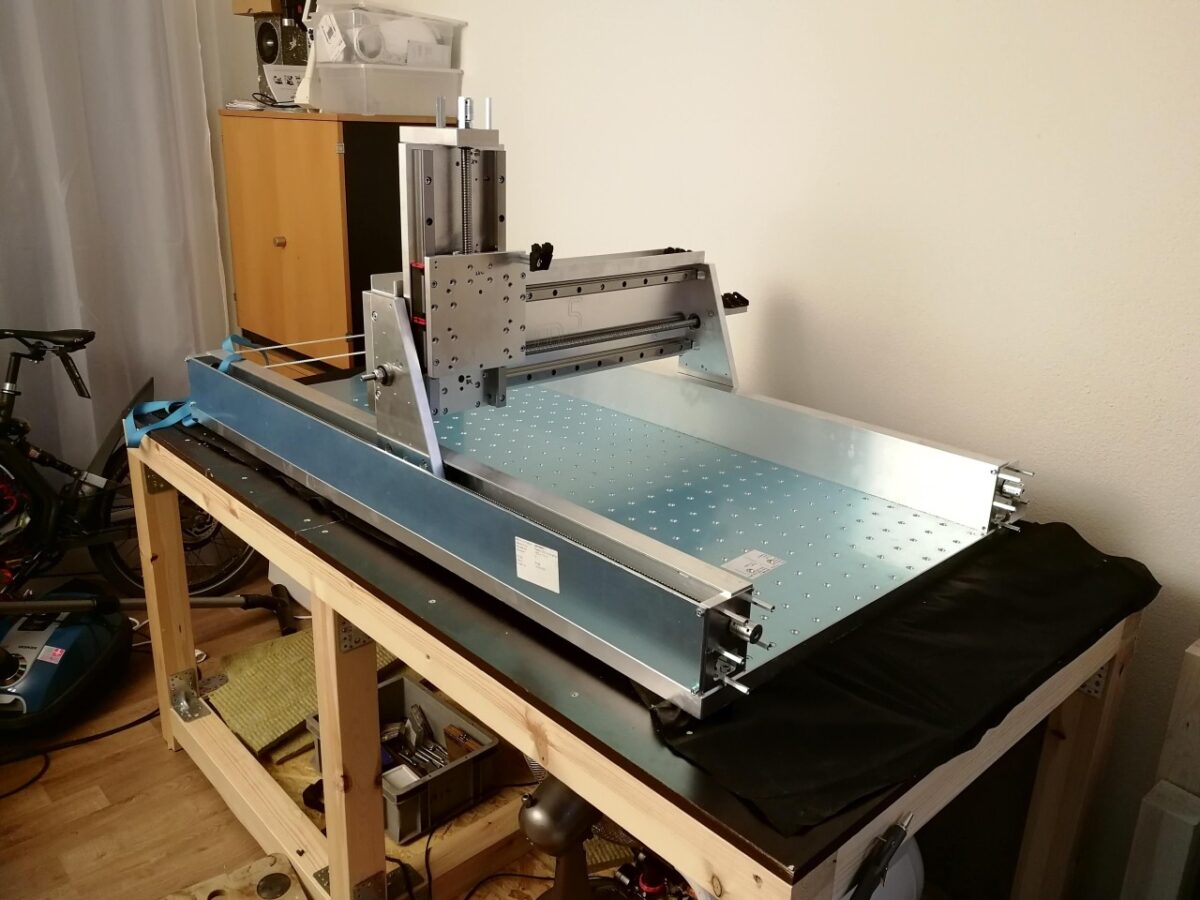
Zuerst muss mal ein stabiles Untergestell her. Holzwerken ist angesagt und dazu lasse ich gleich mal ein paar Bilder sprechen. Eigentlich wollte ich ein Gestell aus Aluprofilen bauen aber der Preis dafür war dann doch etwas hoch.






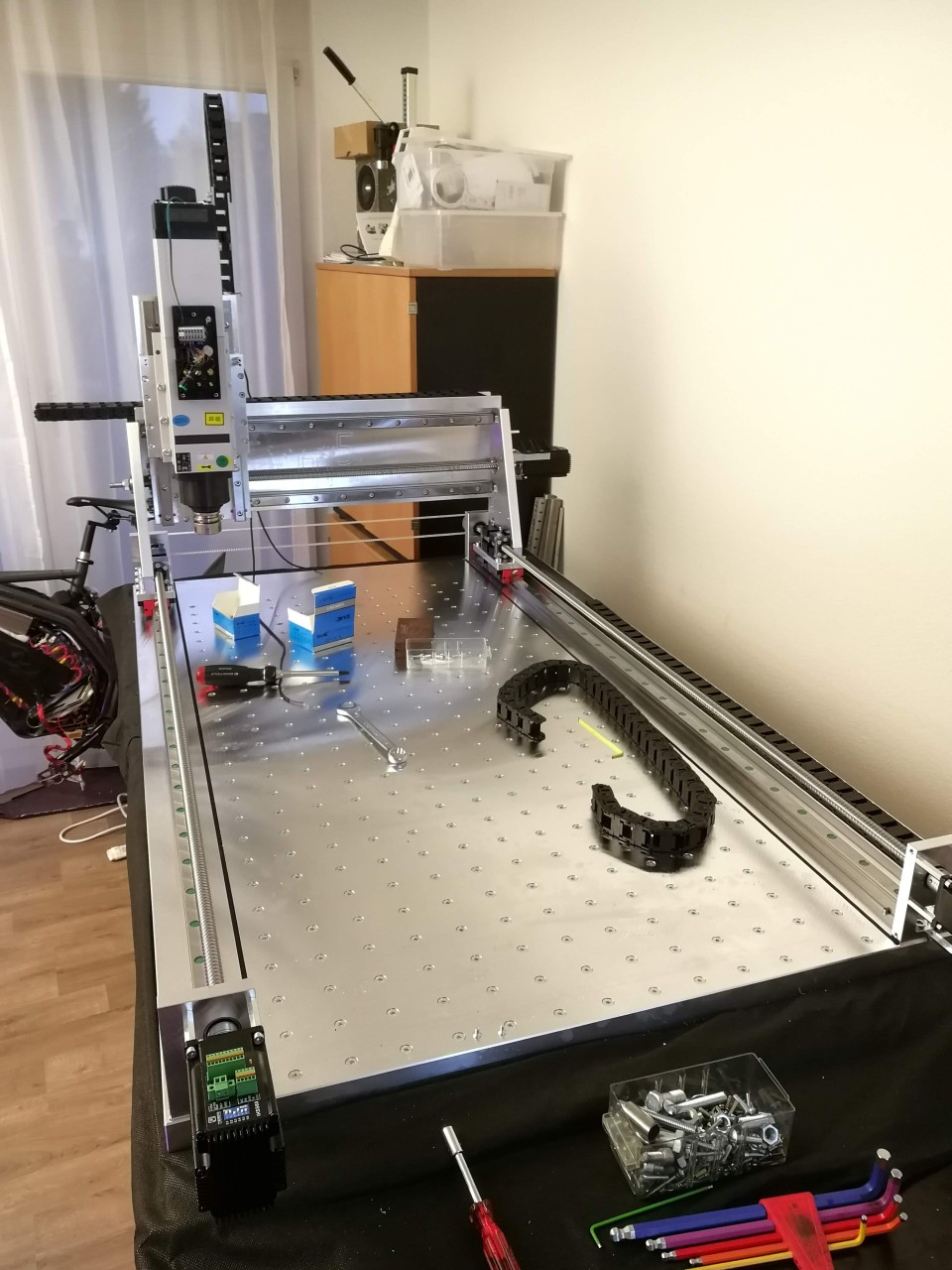
In der Zwischenzeit wurden ein paar Komponenten angeschafft, damit ich direkt loslegen kann sobald die Fräse hier ist. Dummerweise habe ich nur 3 anstatt 4 Motoren bestellt und musste dann noch einen nachbestellen. Im Bild ist alles Chinaware. Kostenpunkt ~2100 USD.


Die Spindel läuft schonmal und wurde auch ordentlich eingefahren. Am Anfang vibriert das Teil ein bisschen. Nach einer Weile merkt man ziemlich gut, dass die Vibrationen nachlassen und nun läuft die Spindel sehr ruhig. Den Rundlauf im Konus konnte ich nicht wirklich messen, da mein Puppitaster nur eine Audlösung von 0.01mm hat und sich der Zeiger fast gar nicht bewegt hat. D.h. der Rundlauf ist garantiert besser wie 0.01mm. Vom Hersteller sind 0.003mm angegeben, was durchaus stimmen kann. Am Fräser siehts dann ein wenig anderst aus, da sich die Rundlauffehler der Spindel, WZ Aufnahme und der Spannzange addieren. Mit den “high precision” Spannzangen aus China komme ich auf <1/100mm. Mit den normalen Spannzangen waren es ca 3/100 im schlechtesten Fall. Oftmals lässt sich noch der eine oder andere Hundertstel wettmachen indem man mit einem Gummihammer an der Mutter ein wenig klopft. Das sollte natürlich nicht gemacht werden wenn die WZ Aufnahme in der Spindel ist.
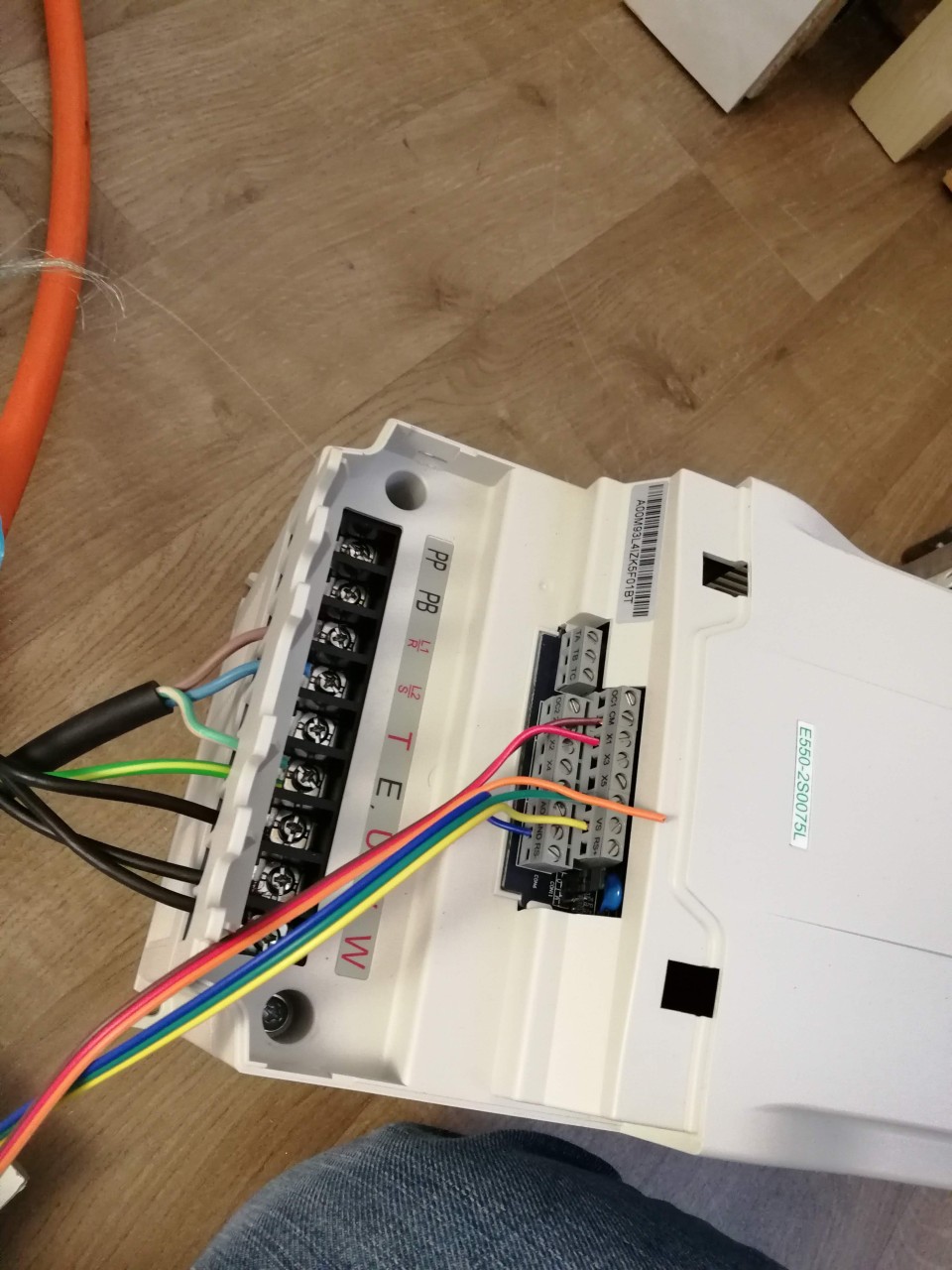
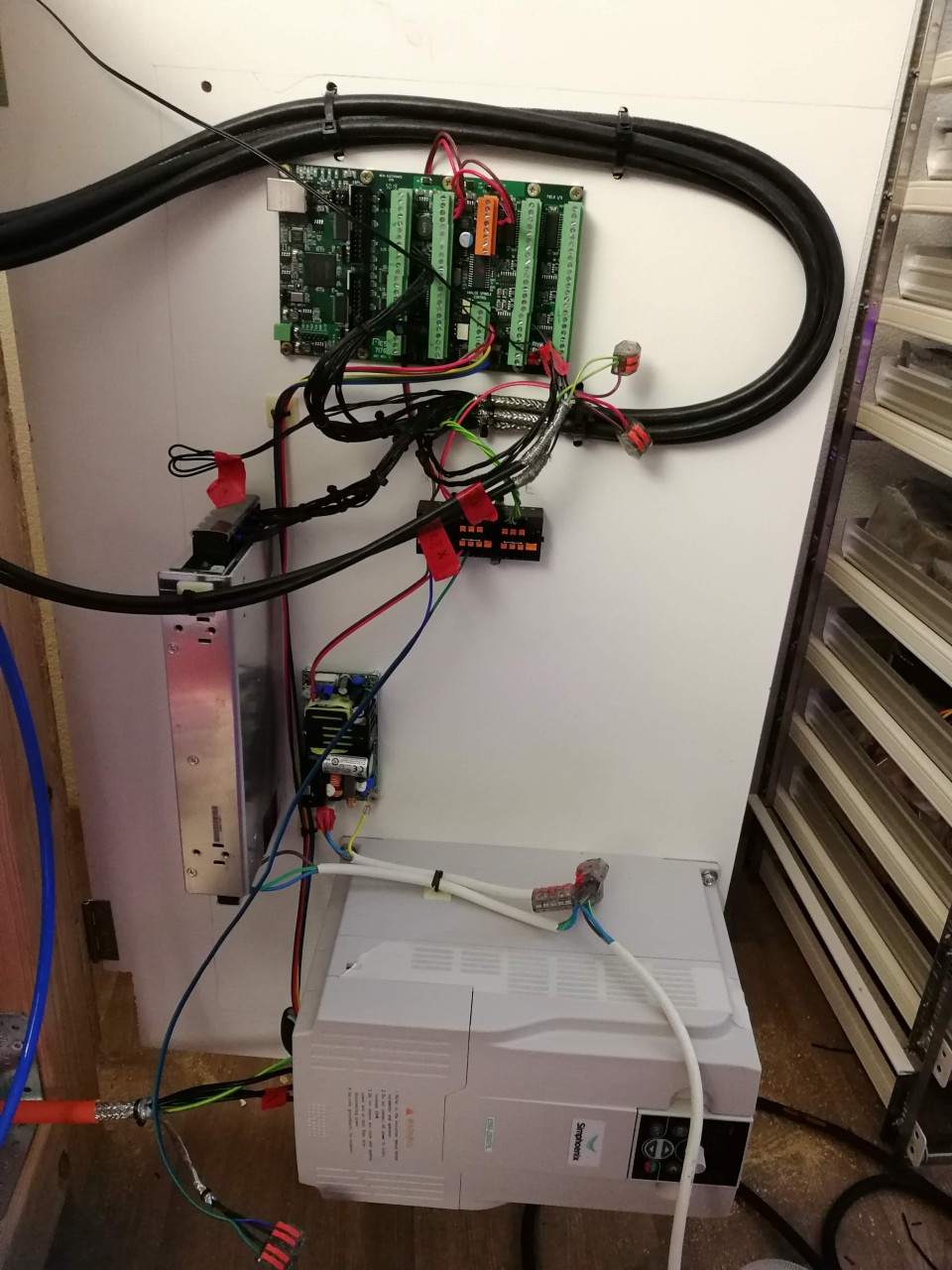
Da die bewegte Masse doch rel. gross ist wollte ich unbedingt einen Frequenzumrichter mit Bremse. Aber irgendwie wollte die Bremse einfach nicht funktionieren. Nach einigem hin und her mit dem Verkäufer hatte ich dann keinen Bock mehr und das Teil einfach mal aufgeschraubt.
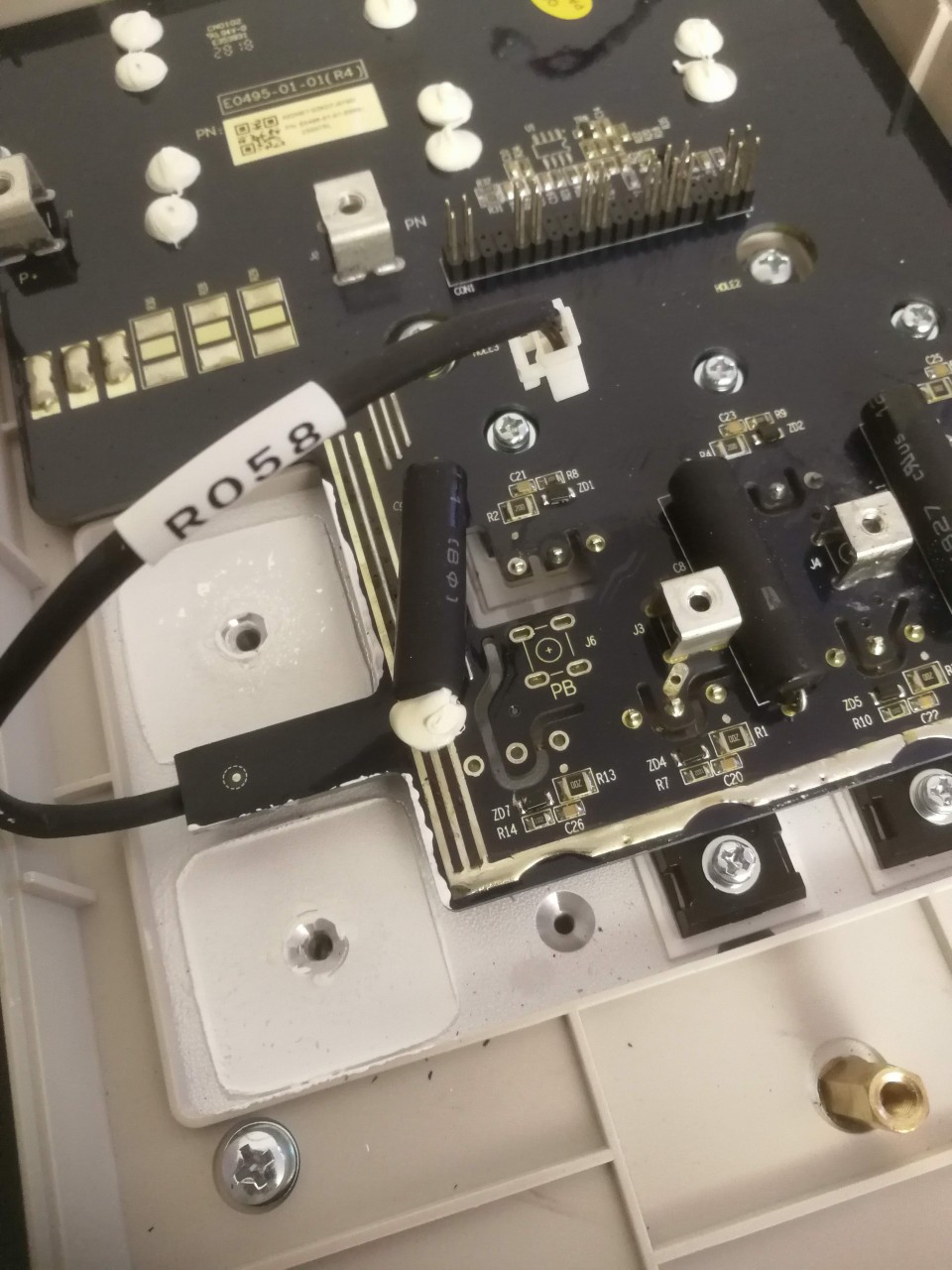
Nun ist der Fall klar… mein Modell hat keinen Brems-IGBT verbaut. Dummerweise ist die Bremsfunktion in der Firmware meines Modells nicht aktiviert, sodass ich nicht mal einen IGBT nachrüsten kann. Naja jetzt muss ich vorerst halt mit DC Injection Braking zurechtkommen. Doch es dauert immer noch ca. 20s von 24000 RPM bis zum Stillstand.
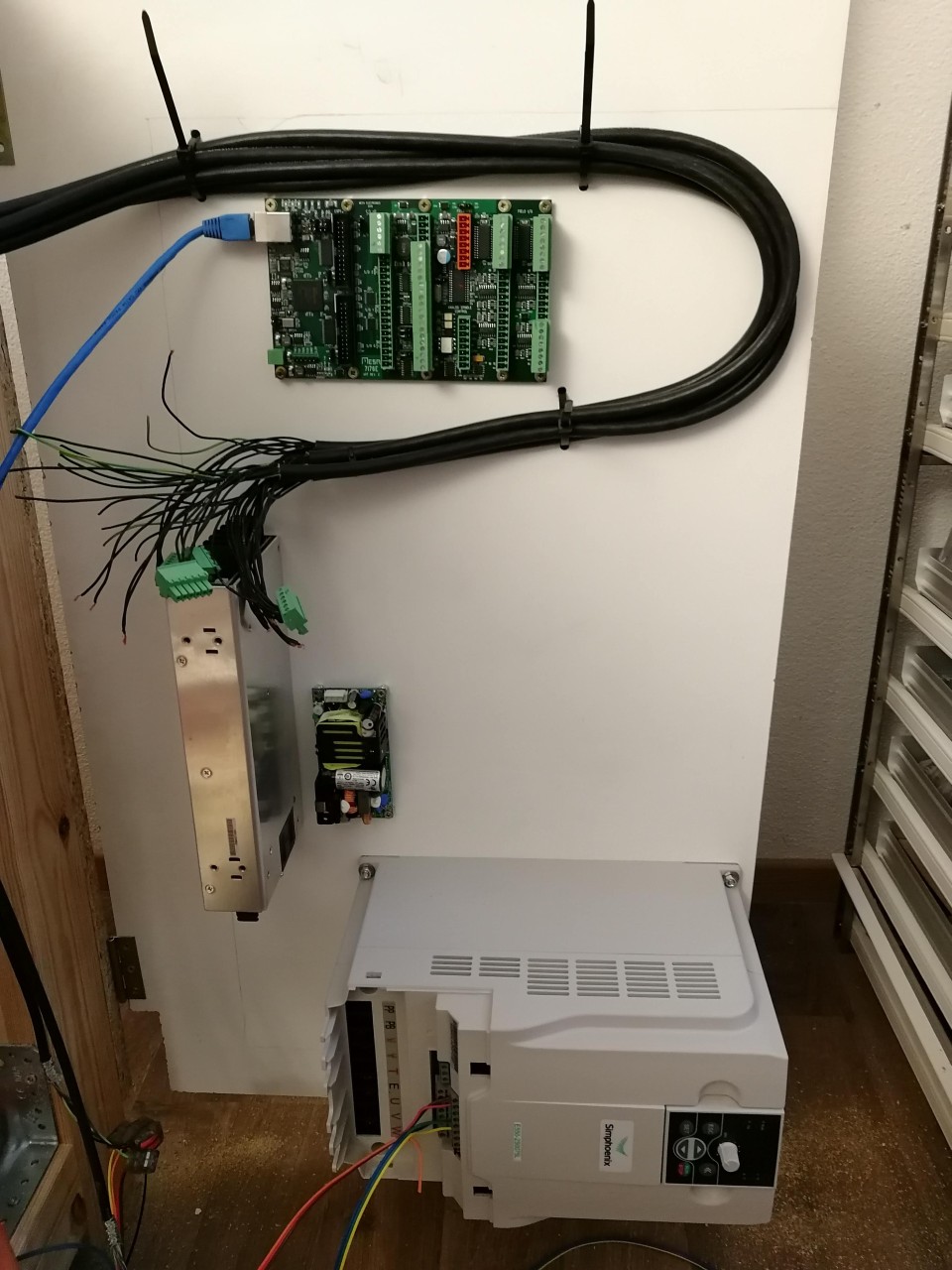
Nun ist sie da. Die Grundplatte ist 30mm dick und wiegt ca. 100kG. Nicht gerade ein Leichtgewicht aber verglichen mit einer Profifräse immer noch Pipifax. Für den Aufbau und die Ausrichtung habe ich ca. 2 Tage gebraucht bis alles auf +-2/100 ausgerichtet war. Die Verkabelung hat dann doch etwas länger gedauert. Ich habe mich gegen einen Schaltschrank entschieden, da die Variante mit der “Türe” einfach viel gemütlicher im Aufbau ist. Mit diesem Aufbau würde ich wohl kaum durch die EMV Prüfung durchkommen aber was solls, ist ja alles Hobby.
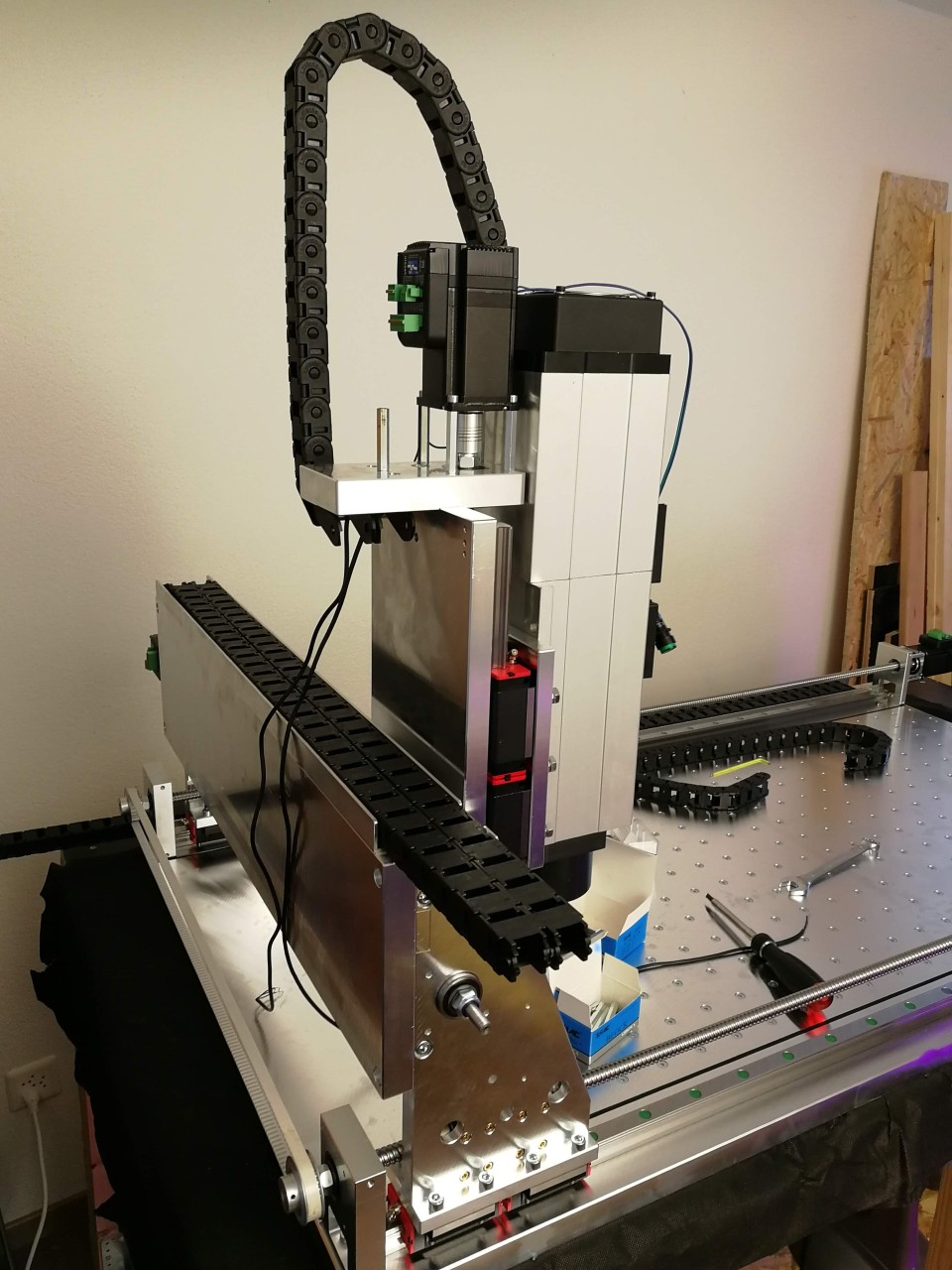

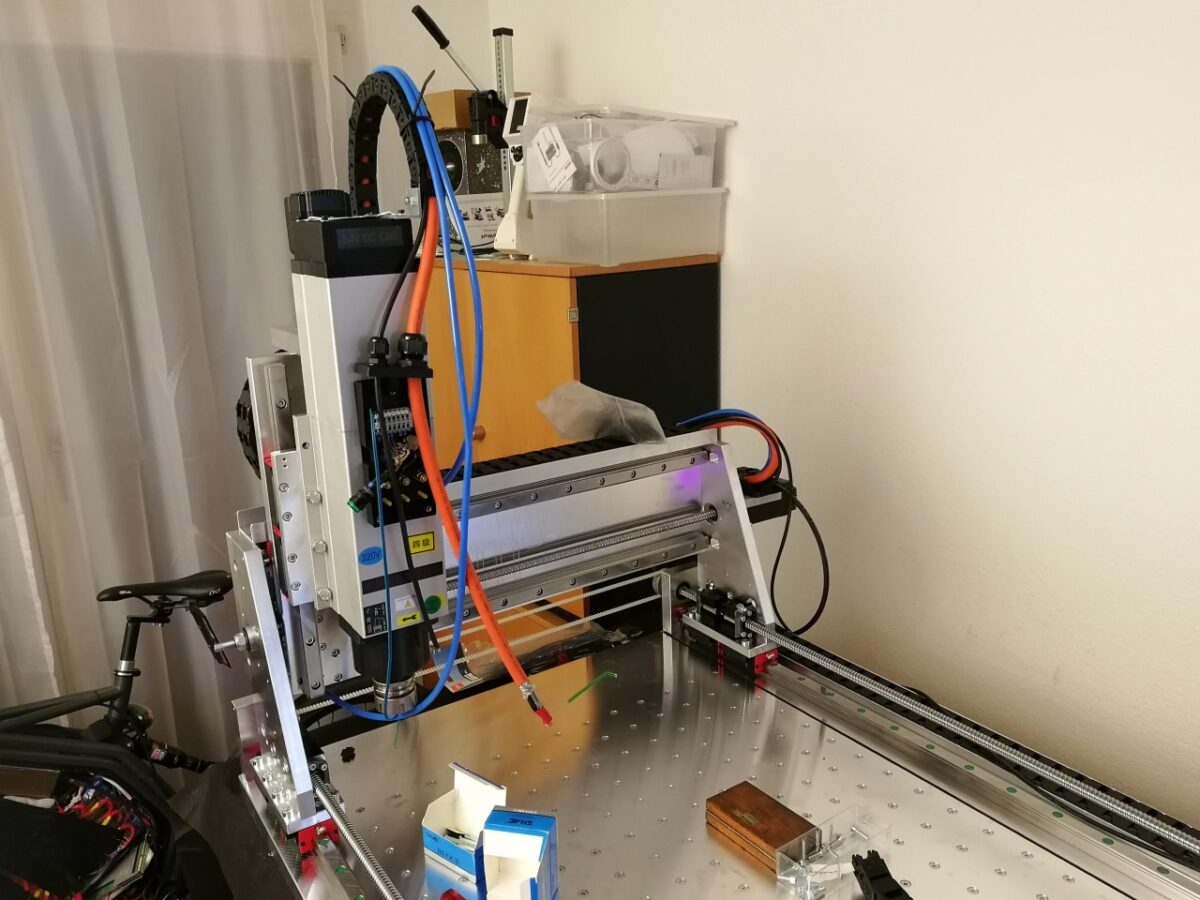

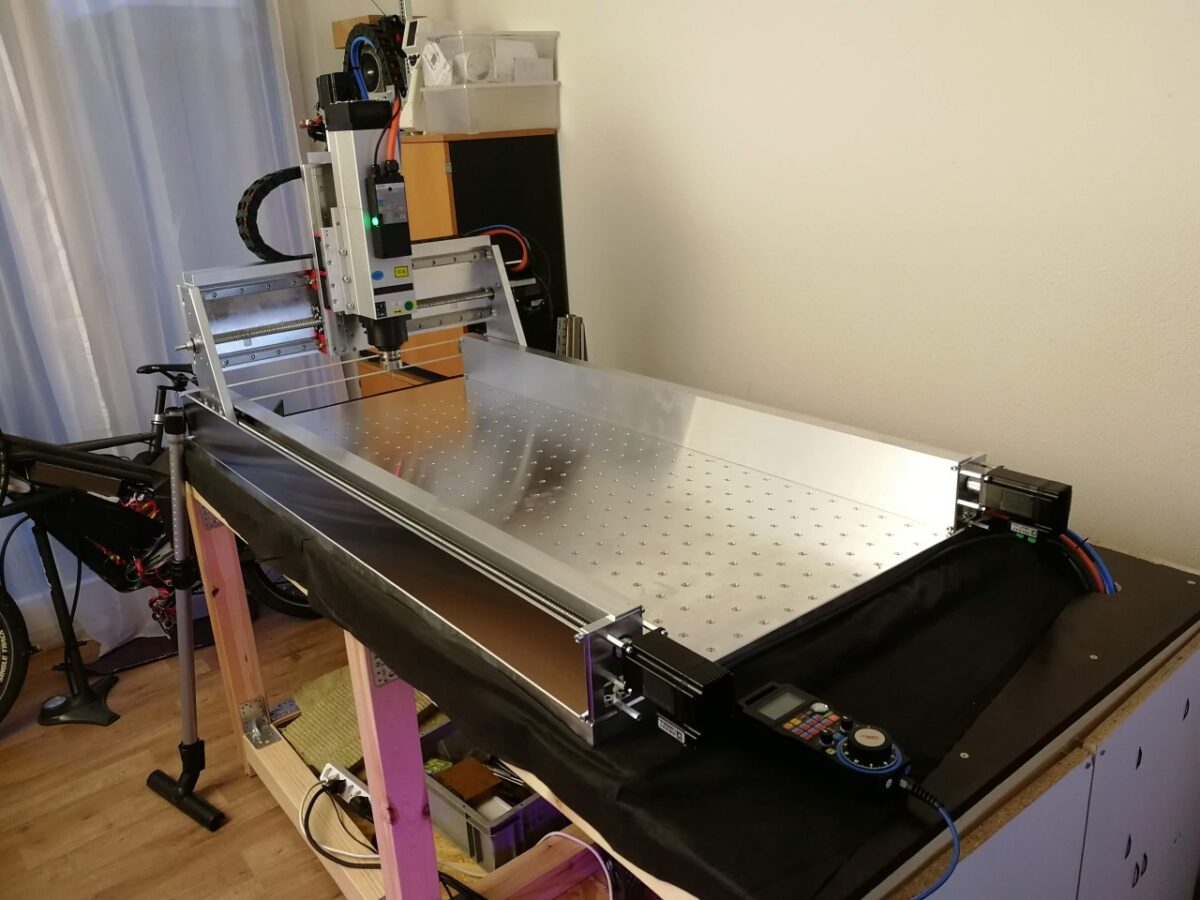
Nach der ersten Testfräsung war klar. Es muss so schnell wie möglich eine Umhausung her. Bis jetzt hab ich ein gutes Verhältnis zu meinen Nachbarn und das soll auch schön so bleiben. Gut, das ist nur die halbe Wahrheit. Ich habe auch keine Lust jedes Mal nach dem Fräsen den ganzen Fussboden zu wischen, die Späne fliegen nämlich überall hin. Es sind auch noch einige Elektrogeräte auf der gegenüberliegenden Seite… Metallspäne und Elektronik vertragen sich bekanntlich nicht besonders gut. Die Türe fehlt noch aber wird auch bald montiert, ebenso die Schubladenfronten.




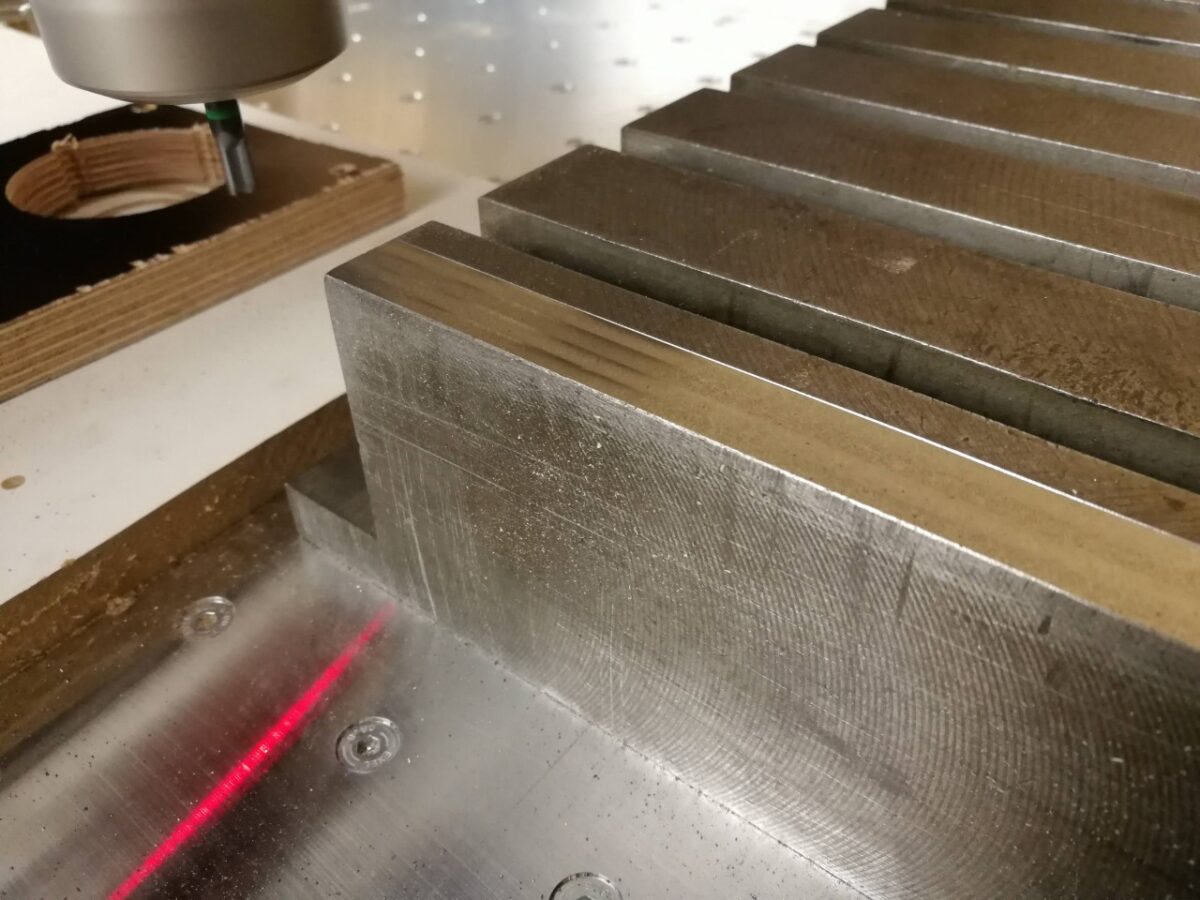
Ich habe noch einen alten Maschinentisch und ein paar Halbzeuge bekommen. Den Maschinentisch brauche ich nicht so oft aber es ist halt schon praktisch was richtig stabiles zu haben. Da die Oberfläche mit den Jahren einiges mitbekommen hat, habe ich diesen kurzerhand überfräst, damit alles schön zueinenader ausgerichtet ist. Dabei habe ich ca 2/10mm abgenommen. Schnittdaten habe ich nicht mehr im Kopf aber es hat hervorragend funktioniert.


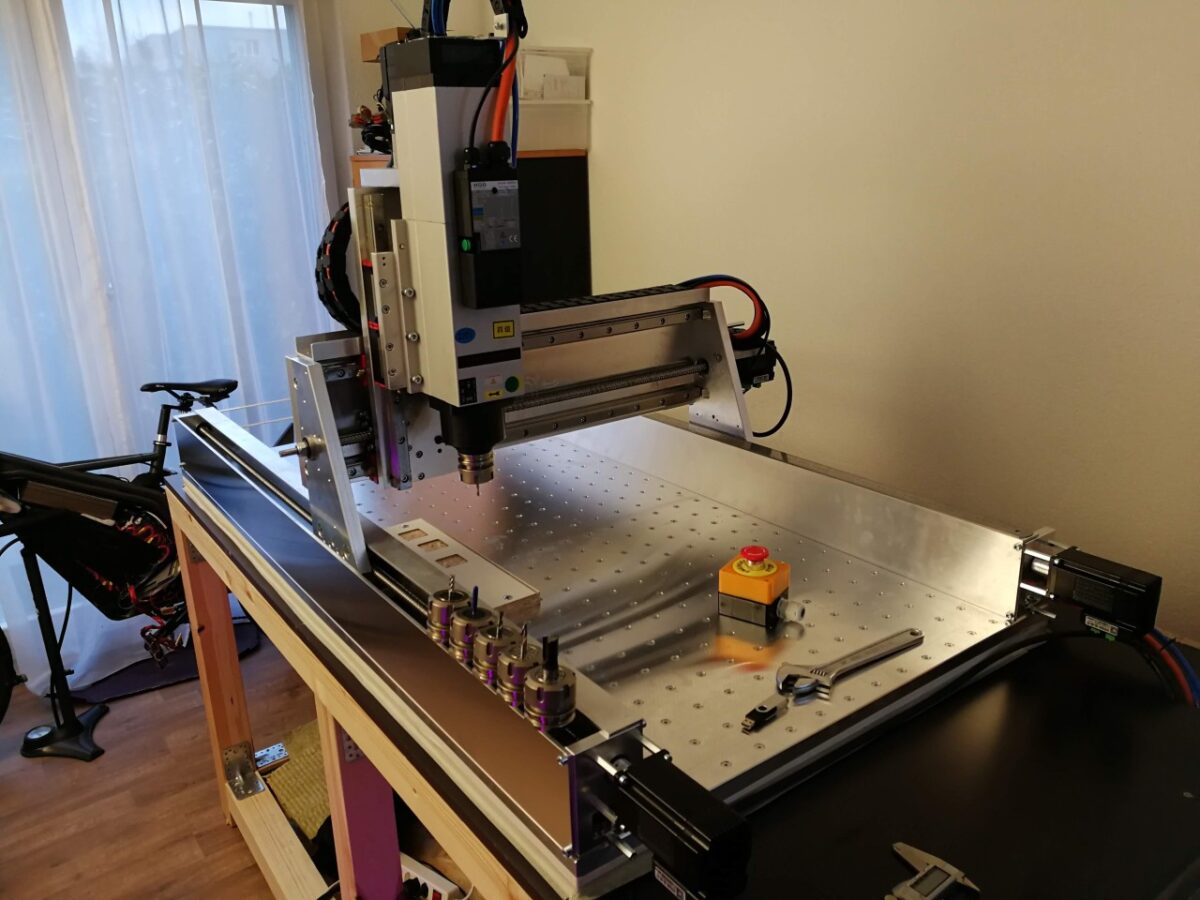
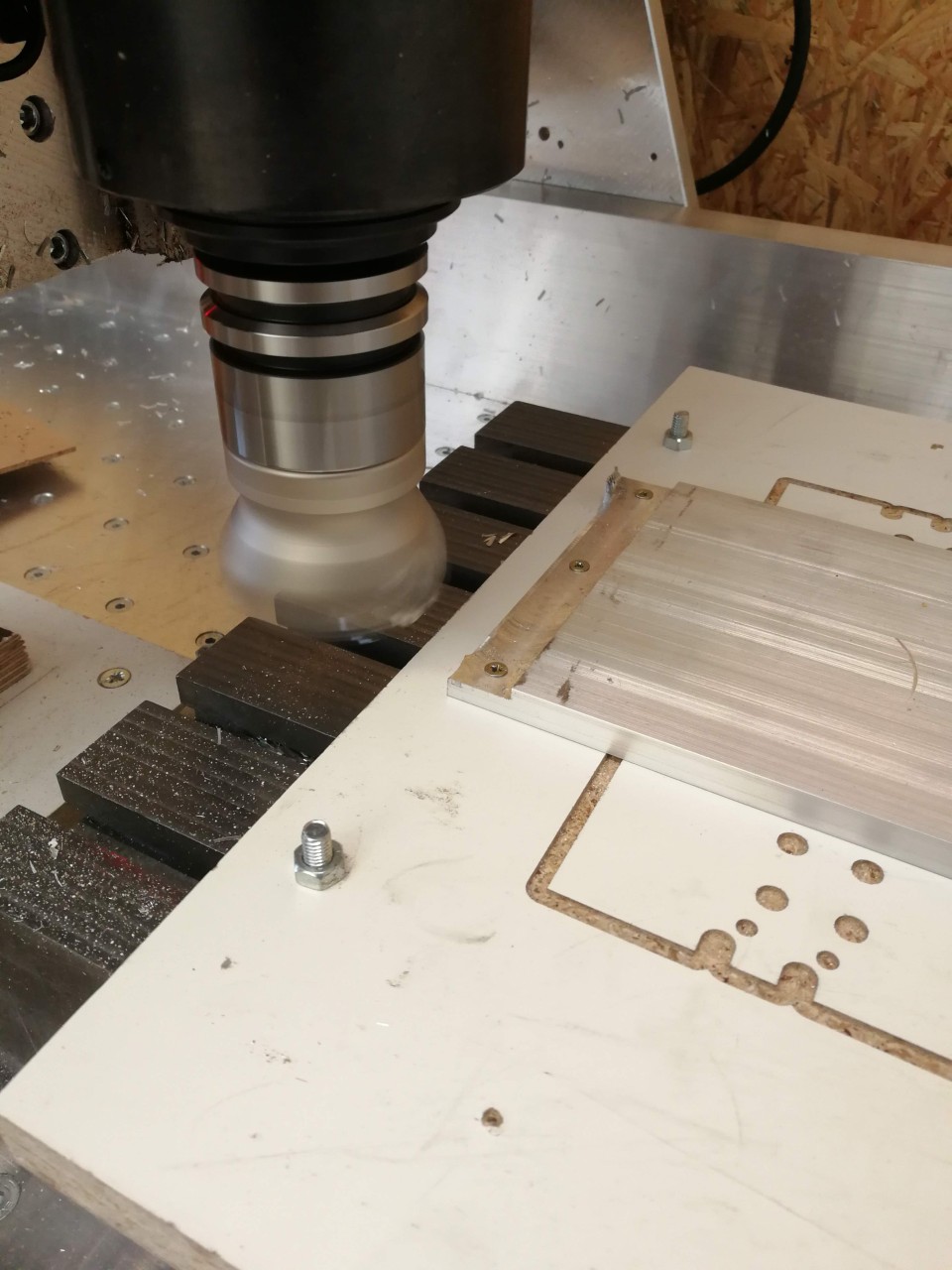
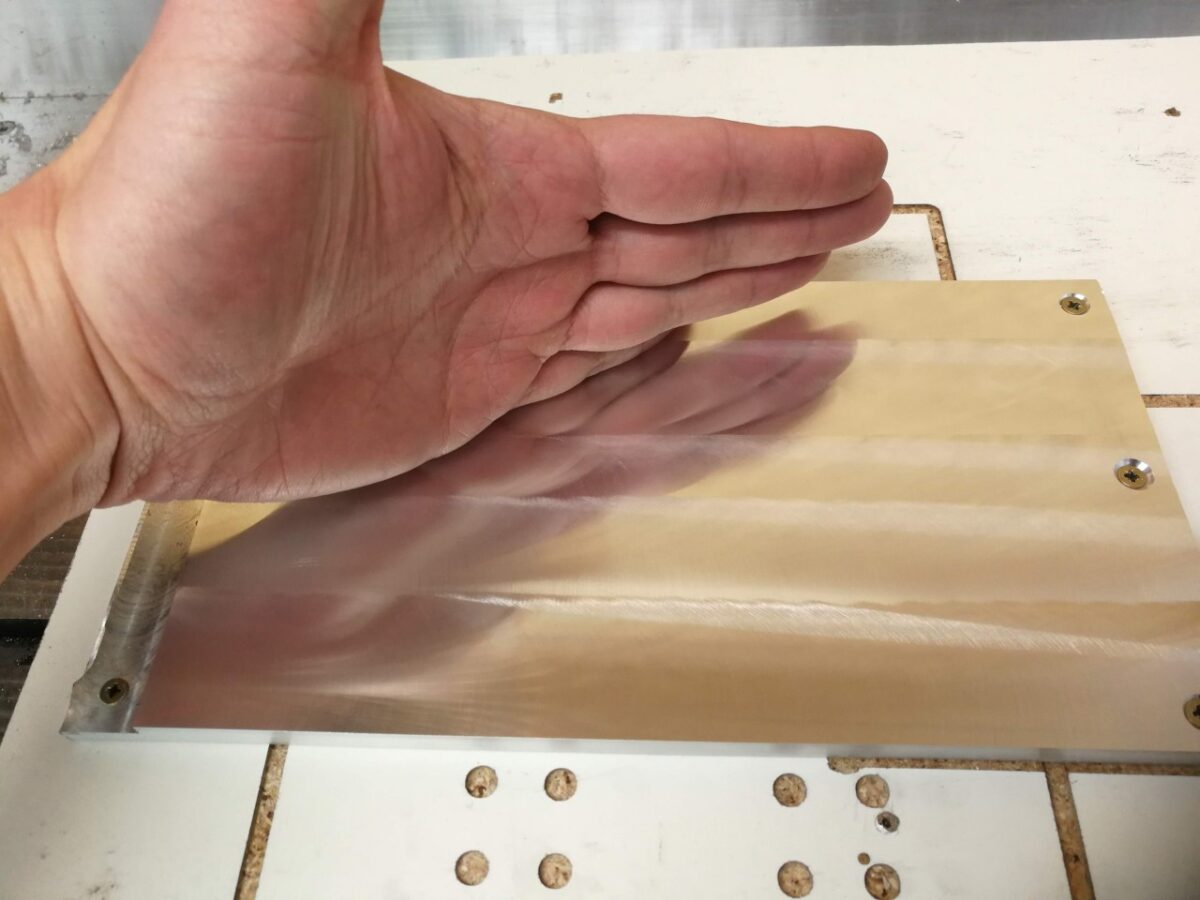
Die Maschine ist eingerichtet und jetzt solls so richtig losgehen. Messerkopf ist montiert, mal schauen wie gut sich Aluminium planen lässt. Die Legierung ist EN AW 6082. Das Ergebnis ist nicht perfekt, aber auch nicht schlecht. Btw. im Bild unten sehr ihr meinen zweiten Fräsversuch, d.h. ich stehe noch ganz am Anfang der Lernkurve.
So das wars jetzt mal fürs Erste. Sobald der WZW gebaut und eingerichtet ist, kommt dann ein Update. Das kann allerdings noch eine Weile dauern, da ich eigentlich noch 3 andere Artikel schreiben will aber einfach nicht dazukomme.
Hello,
no cover for the timing belt on the rear? Dirty stuff will not damage it on the long run?
What a bout a simple cover made of plexiglass?
There is no cover delivered by the manufacturer. So far I didn’t have problems but I will certainly cover it. I am constantly improving the whole setup but don’t have a lot of time documenting it.
Hallo
Darf ich fragen, wo die die Mesa 7i76e Ethernet bestellt hast?
Danke und Gruss
Robert
Direkt aus den USA: http://store.mesanet.com/index.php?route=product/product&product_id=290
Hat 260 USD incl. Express shipping gekostet.
Hey Schmiben, wie zufrieden bist nach nun fast einem Jahr mit deiner Maschine?
Darf ich fragen was dich die Maschine (nur die Mechanik) gekostet hat?
Hallo EB, die Mechanik meiner Maschine hat 3700€ gekostet. Ich habe sie aber mit einer dickeren Grundplatte und einem dickeren Portalbalken gekauft.
Ich bin eigentlich sehr zufrieden, hatte bis jetzt Null Probleme auch bei grösseren Fräsjobs. (Z.B. aus 20kg Alu Platte ein Gehäuse mit 3.5kg gefertigt).
Lg schmiben
Hallo Schmiben, danke für die Antwort.
Das ist ein sehr guter Preis für die Größe. Ich habe auch vor, mir dieses Jahr eine zu kaufen und deine Maße schienen mir perfekt.
Wie kommst du mit dem Portaldurchlass zurecht?
Wenn du irgendwas ändern könntest bzw. gleich was dazu bestellt hättest, was wäre das?
Der Preis für die Aktuelle Version wird wohl ein wenig höher sein, da Herr heyder die Grundplatte vergrössert hat. Ich nahme an für meine Fräse wäre das ca 150-200€.
Ich komme gut mit meinem 160mm Portaldurchlass zurecht. Wenn ich mehr Portaldurchlass benötige ist das dann meisten deutlich mehr und muss dann sowieso auf andere Maschinen gehen.
Was ich ändern würde… versuchen einen Faltbalg oder generell Späneblocker zu implementieren. Die Reinigung ist teilweise etwas mühsam.
Hello
Deeply impressed by your blog content which is means a lot to eletronic makers.
I’d like to sponsor your project by providing free PCB prototyping,
only hope a slight promotion or a review about quality or service in return.
Are you interested?
Hallo, ich lade dich zu unserer m hoch 5 hilfegruppe ein. Da du nicht die übliche EDINGCNC Steuerung verwendetst, könntest bestimmt die eine oder andere Frage beantworten. Gruß, Peter
https://www.facebook.com/groups/1752607461599734
Hallo, ich habe ein paar Fragen zur Fräse. Leider steht auf der Seite nirgends, wie ich Sie kontaktieren kann. Mich erreichen Sie über die m hoch 5 Hilfegruppe bei facebook Charles M. Burns
Hallo Peter, du kannst die Fragen hier stellen. Ich bin quasi nie auf FB unterwegs.
Gruss schmiben