
Lasercutter Marke Eigenbau
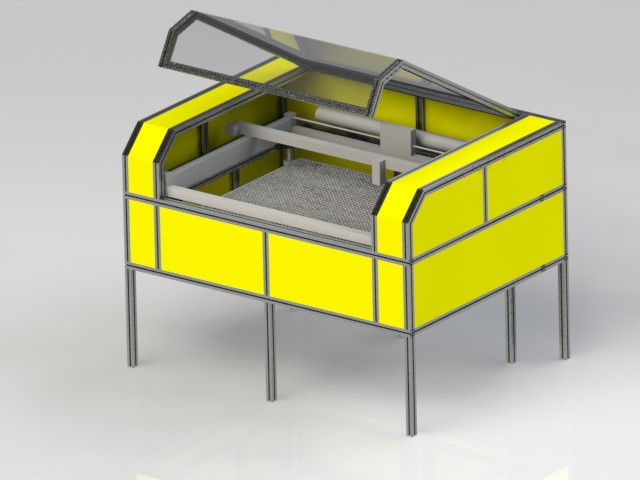
Dies ist der erste Beitrag über den Laser Cutter, den ich kürzlich gebaut habe… er läuft noch nicht perfekt aber die Ergebnisse können sich durchaus sehen lassen. So ungefähr sollte der fertige Laser dann aussehen. Der Lasercutter wurde in Solidworks konstruiert. Die XY Lineareinheit, der Controller (AWC608B) sowie die 80W Reci Laserröhre, Schrittmotortreiber, Lasernetzteile wurden bei Lightobject.com bezogen. Profile sind von Zihlmann Profiltechnik. Die Trapezgewindespindeln von CNCshop.at, die Kette und Zahnräder von KST Kettetechnik. Da die finanziellen Mittel und und das Vorhandensein von Werkzeugen beschränkt ist, musste einige Male improvisiert werden. Dazu aber später…
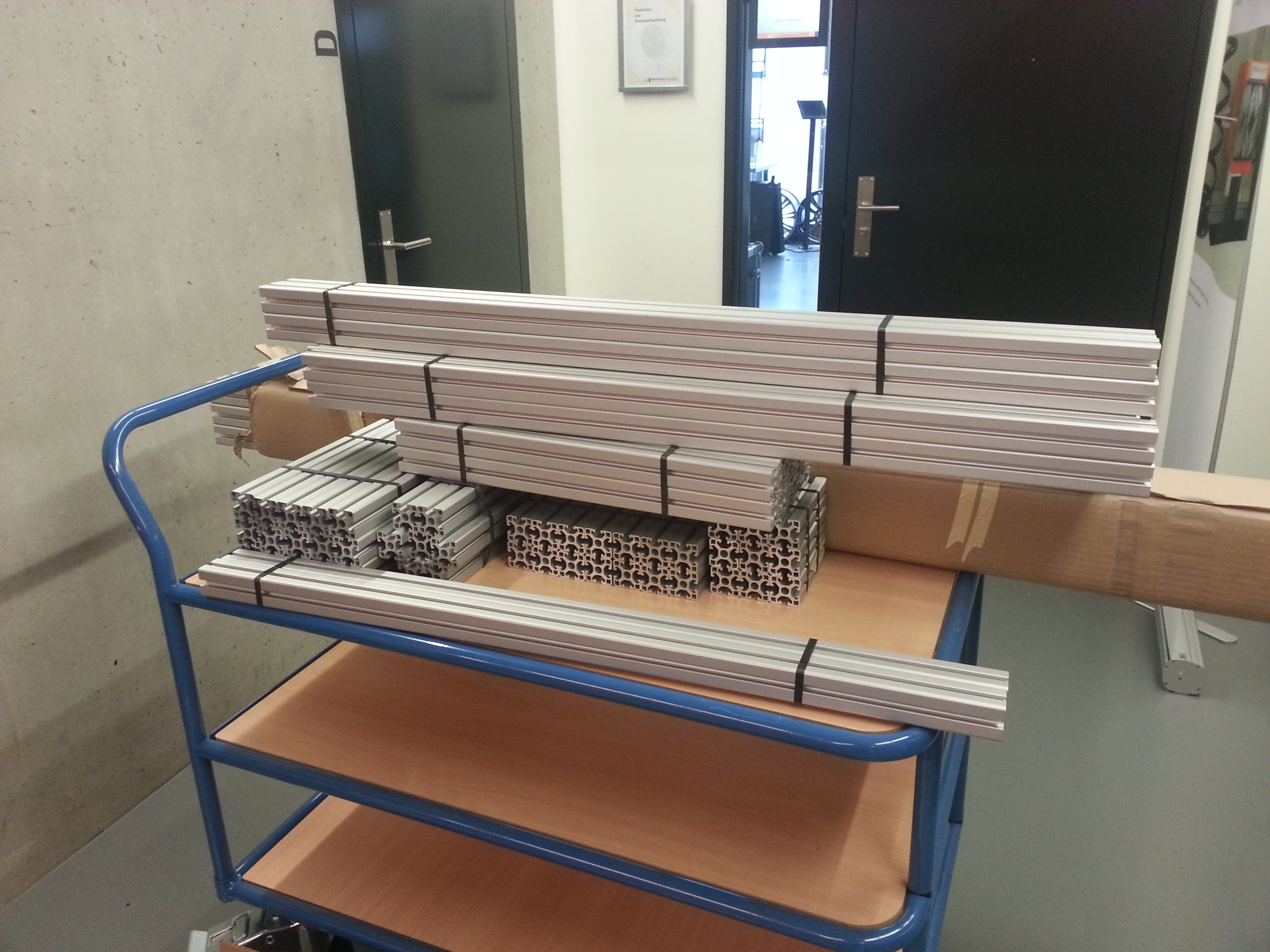
Winkelverbinder, erster Umlenkspiegelhalter sowie Laserröhrenhalter

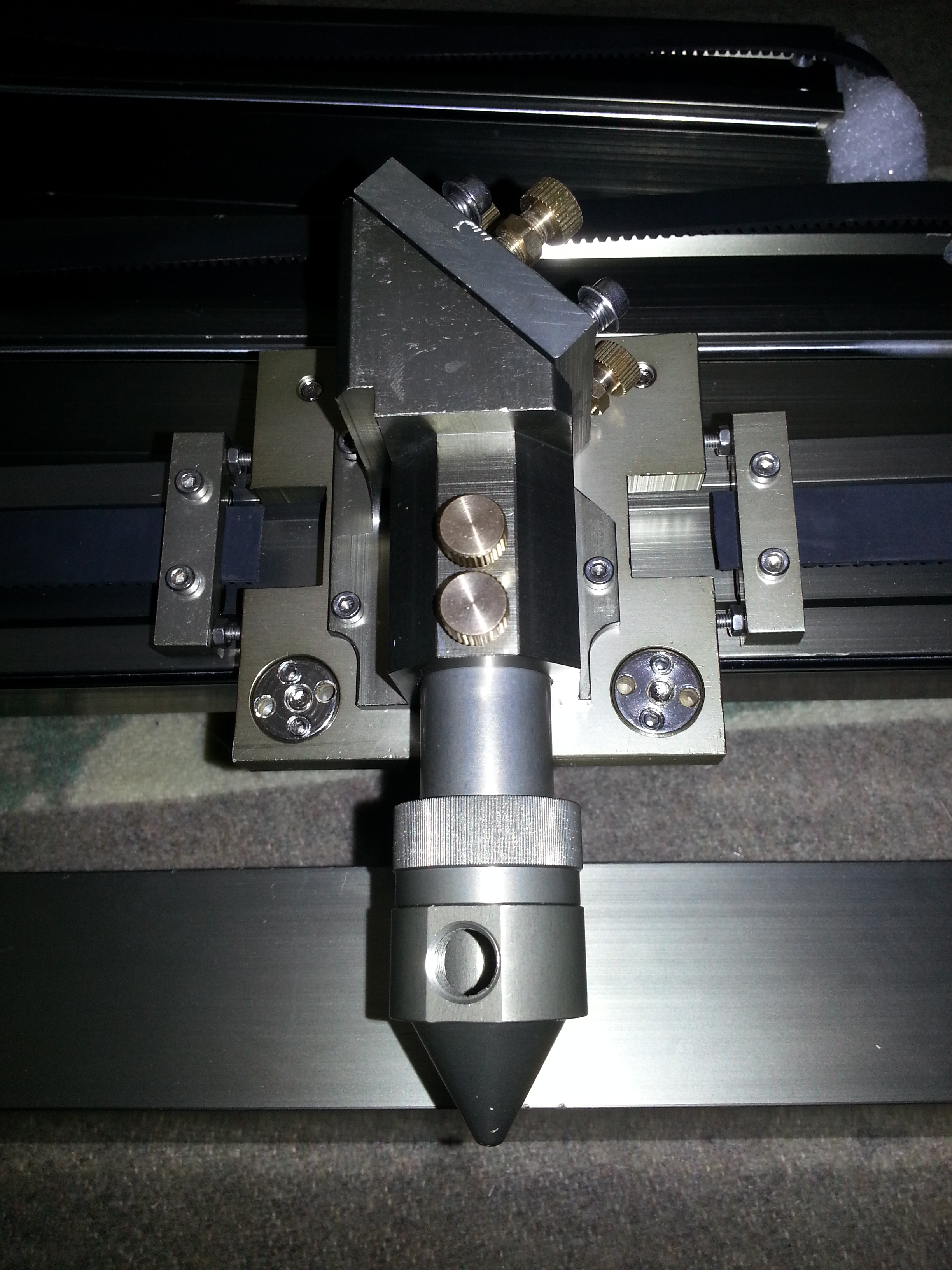
Laserkopf
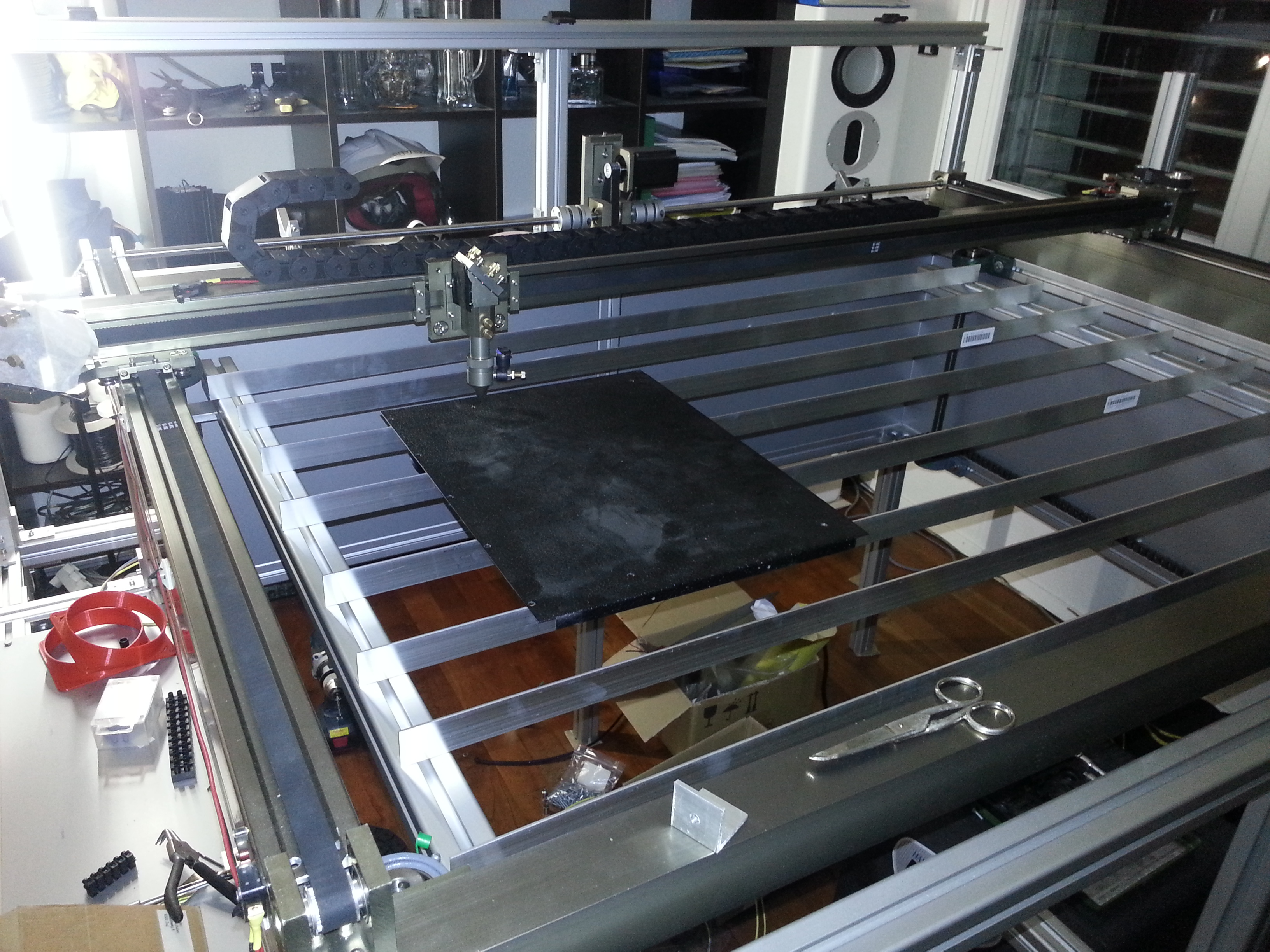
Die soweit fertig aufgebaute Lineareinheit. Die nutzbare Arbeitsfläche ist ca 900x1200mm, was auch für das ein oder andere grössere Projekt nützlich sein wird.

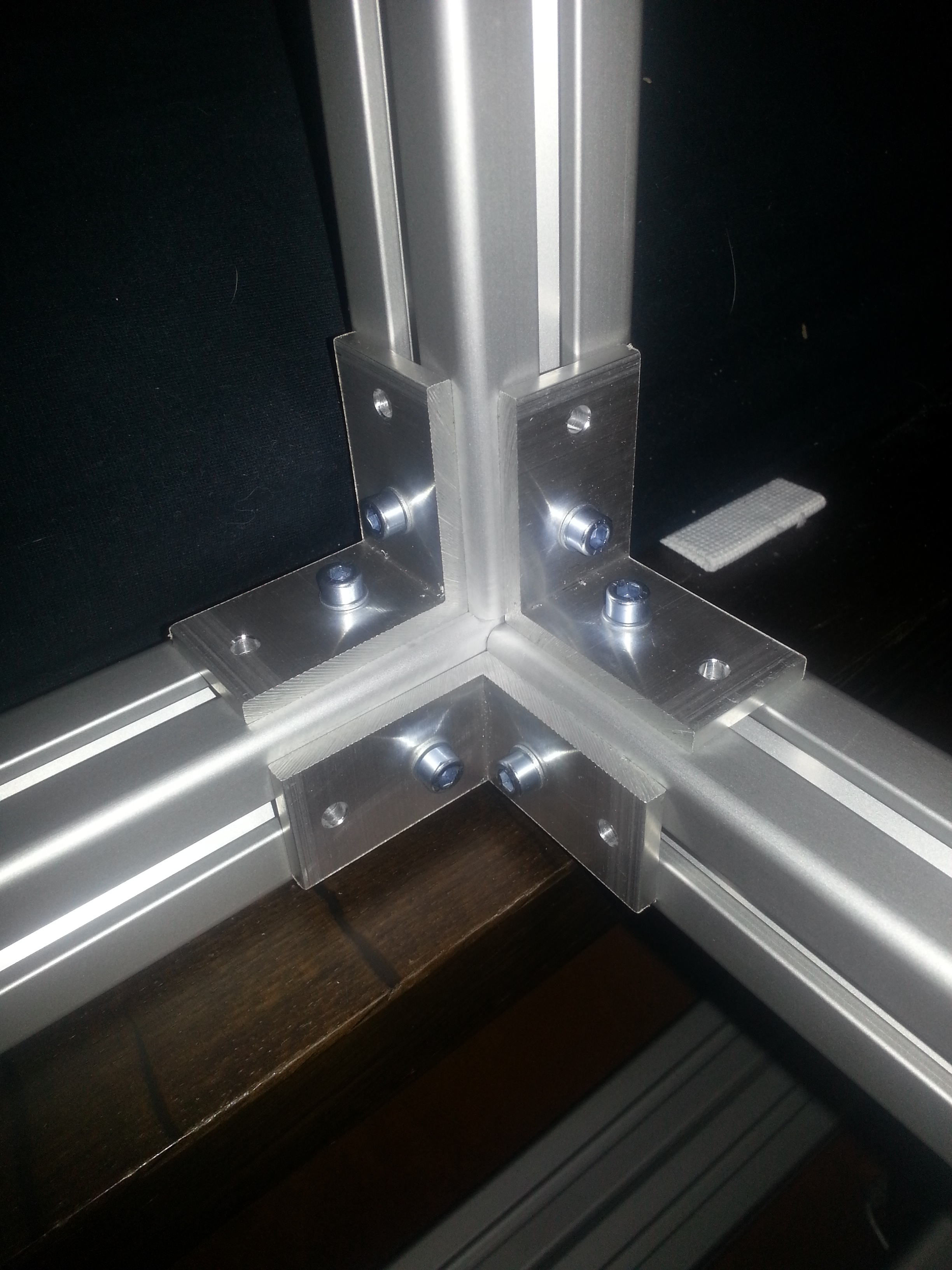
Da mir die Schnellverbinder und Winkel viel zu teuer waren, habe ich sie aus Aluminium Winkelprofilen selbst gefertigt. Zusammen mit den 40mm Profilen ist die Festigkeit der Verbindungen locker ausreichend.
Da keine Kreissäge zur Verfügung stand, mussten die Profile mit der Fräse und einem Kreisfräser bearbeitet werden. Zeitaufwand für alle Winkel ca. 2h

Es hat sich gezeigt, dass eine Schraube (M5x16) pro Winkelseite ausreicht.
Wegen Platzmangel musste der Laser im Zimmer aufgebaut werden. Mittlerweile hat er einen neuen Betriebsort bekommen. Die Aussenmasse des Lasers sind 1300x1850x1200mm (HxBxT)

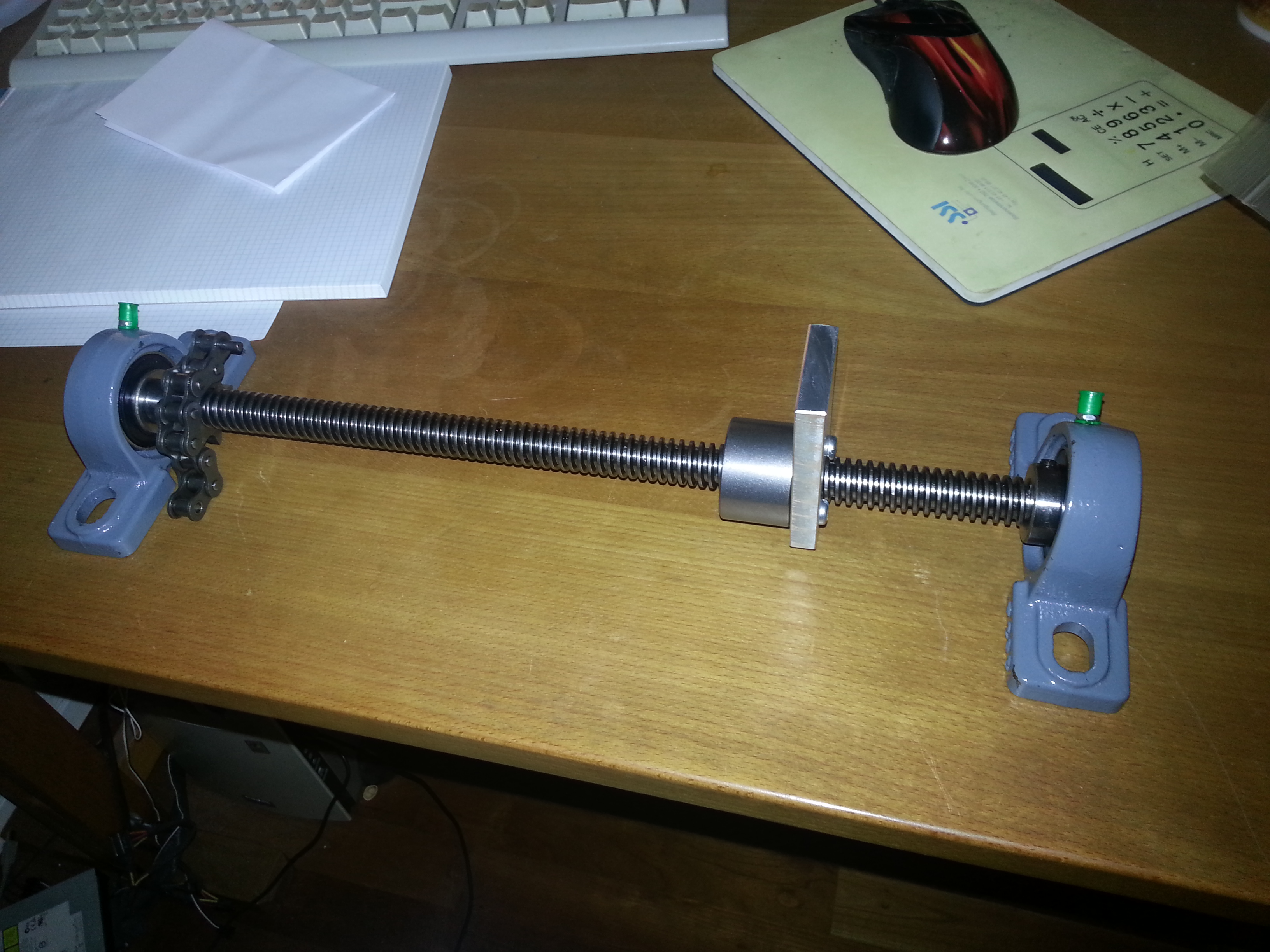
Die fertig bearbeitete Trapezgewindespindel mit einem Kettensegment und zwei Stehlagern. Auf die Mutter wurde eine Aluminiumplatte geschraubt, auf der später der Lasertisch montiert wird.
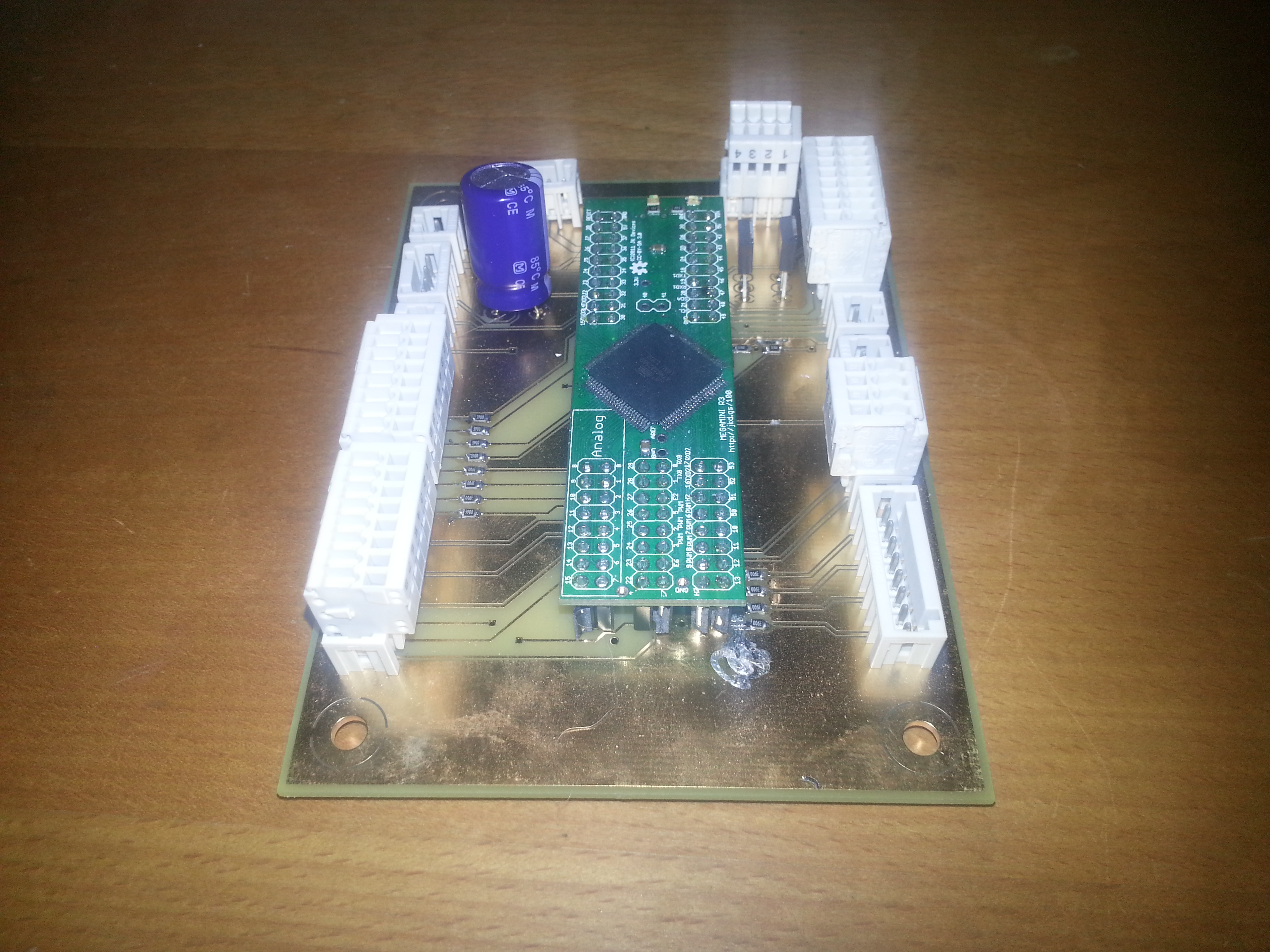
Auf der Platte wurde die fast komplette Elektronik montiert. Vorne der DSP Controller, dann die 3 Schrittmotortreiber, die 2 Netzteile dahinter und kaum sichtbar die 2 Netzfilter und WAGO Klemmblock.

Der Aufbau nimmt langsam Form an. Der Lasertisch mit den Profilen ist nicht optimal, da das 2mm breite Aluminium den Strahl sehr gut reflektiert und somit die Unterseite des zu lasernden Materials ankokelt. Der Tisch soll später durch ein Nagelbrett ersetzt werden.
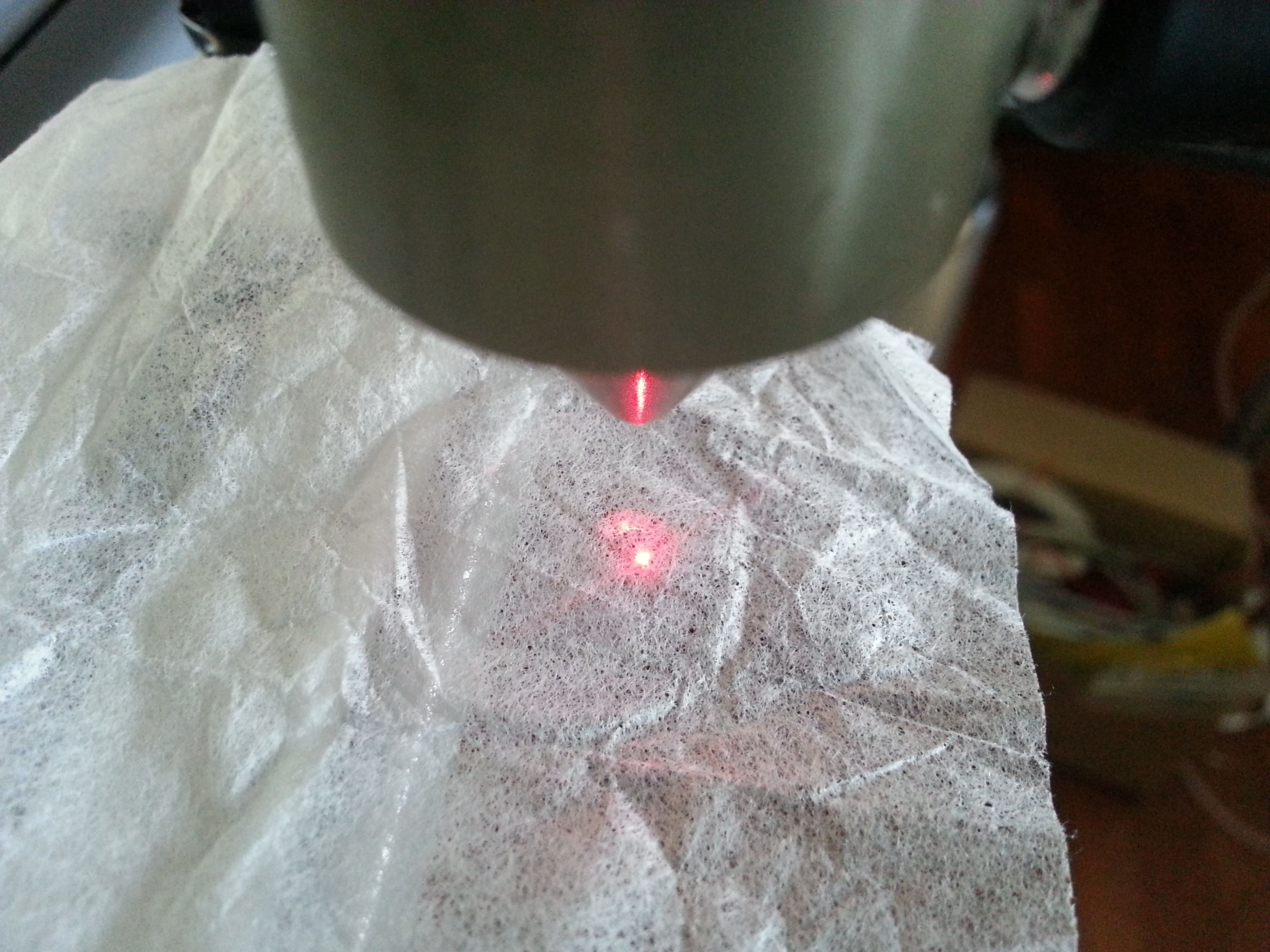
Der langwierigste (langweiligste) und weit gefährlichste Teil des Zusammenbaus ist die Justage des Laserstrahls. Die Mittelpunkte der drei Ablenkspiegel (vergoldete Siliziumplatten) müssen sich zwindend auf der selben Z-Ebene befinden. Spiegel eins und zwei auf der selben Y-Ebene und Spiegel zwei und drei auf der selben X-Ebene. Ist dies nicht der Fall, so kann der Strahl nicht in der Mitte der Linse eintreffen und es gibt ein nicht konsistentes Schnittbild. Da ich nicht besonders geuldig bin, habe ich mir kurzerhand eine Justierhilfe ausgedruckt. (Ultimaker 1) Die Laserdiode erzeugt einen roten (sprich sichtbaren) Strahl. Damit ist die Grobjustage der Spiegel einfacher und ungefährlich. (Der rote Laser hat eine Leistung von ca.1mW)

Nichtsdestotrotz muss der CO2 Laser doch noch feinjustiert werden. (dazu später mehr)
Der fast fertige Lasercutter. Die Verschalung besteht aus Alucobond (2x 0.8mm Aliminium auf einem PU Kern) da ich diese gratis beziehen konnte. Die Haube besteht aus 5mm Plexiglas Restmaterial.

Der Bedienteil des Controllers. Die Knöpfe sind für die manuelle Steuerung der Abluft, des Lichts im Laser etc. Während dem Betrieb des Lasers sind die Knöpfe ohne Funktion (ausser der Taster für Air Assist) da der DSP diese Funktionen dann übernimmt.

Ich habe noch ein Quick n ‘ Dirty Interface gemacht, welches die Steuerung einiger Teile übernimmt.
Wie schon oben geschrieben, ist die Justage des Lasers nicht ganz ungefährlich. Bei einer kurzen Unachtsamkeit habe ich mir eine kleine Brandverletzung geholt. Der Laser war auf ca 8W eingestellt. Die Expositionszeit betrug ca. 0.5s. Das Bild wurde 2 Wochen nach dem Unfall aufgenommen.
Die ersten gelaserten Teile. Die Einstellungen sind noch lange nicht optimal, aber ich stehe ja noch am Anfang der Lernkurve. Im Bild ist Bastelsperrholz, gegossenes und extrudiertes PMMA. Beim gegossenen PMMA ergeben sich polierte Schnittkanten.

Schriftzüge lassen sich gut erstellen. Es wurde der Pulverlack auf einem Aluminiumteil weggelasert. (Auflösung ca. 100 DPI)

Die erste Gravur auf Glas.
 Der Laser bei der Arbeit
Der Laser bei der Arbeit 
Die erste halbwegs erfolgreiche Gravur auf Holz. Mit dem Ergebnis bin ich aber nicht wirklich zufrieden. Da muss noch mehr gehen.
Hiermit schliesse ich den ersten Beitrag meines Blogs ab. Weitere Beiträge werden folgen.
Klasse dein Laser,
genau so einen wollte ich mir auch bauen.
Wie viel hast den denn bis Dato ausgegeben?
Und wie hoch waren die Kosten mit Zoll und Versand bei Lightobject.com ?
Hast du Pläne für den Cutter??
Wie tief schneidet der Laser bei Plexiglas??
Im Gesamten sind ca. 7000CHF draufgegangen. Dazu kommen noch etliche Arbeitsstunden. Verglichen mit China Lasern in der selben Grösse lohnt sich der Bau überhaupt nicht (wenn man den Zeitaufwand dazuzählt).
Die Portokosten für die Röhre und für die XY-Achsen waren je ca 300. Zoll pro Paket ca.30CHF +8% MWST des Kaufpreises.
Die maximale Schnittiefe in Plexiglas konnte ich noch nicht testen (kein Material zuf Verfügung im Mom.) Sie wird aber bei. ca 10-12mm liegen. Bei 10 oder 12mm Material wird man aber keine geraden Schnittkanten mehr bekommen.
5mm Plexiglas kann ich mit 50-60mm/s bei ca 80% Leistung schneiden.
Ein Tipp: Wenn zu einen eigenbau Laser geschäflich nutzen willst sprich: wenn davon Kundenaufträge bzw. dein Haupteinkommen davon abhängig sind, würde ich dir eher zu einem Laser von z.B. Trotec raten. Der kostet zwar das 10-12fache, dafür hast du einen guten Service. Falls dir z.B einmal das Netzteil des Eigenbau Lasers abraucht, musst du schnell mal 3-4Wochen auf Ersatz warten. (Wobei der Laser kann auch mal 1000Stunden ohne Probleme durchlaufen, das Risiko ist einfach ziemlich hoch)
Ich nutze den Laser auch geschäftlich, allerdings nur fürs Prototyping in der Entwicklung.
Pläne existieren, sie sind aber sehr rudimentär.
Hast du den Synrad 100W schon? Wenn ja, woher und wie teuer war er? Wegen der Genauigkeit und der Leistung: Da bist du mit den besseren China Röhren nicht viel schlechter dran wie bei teuren RF Lasern. Das wichtigste ist einfach dass sie niemals zu heiss werden (Kompressorkühler ist pflicht) und dass der maximale Strom nie überschritten wird. Stimmt, die XY-Achsen sind viel günstiger herstellbar., bracuht aber auch Zeit 🙂
Wow, eine menge Geld hat du da investiert. Und stimmt, das rentiert sich so überhaupt nicht. Habe aber vor einen Synrad 100W in den Cutter einzubauen, ich brauche hier eben Leistung zum schneiden und Genauigkeit bei den Gravuren. Doch werde ich die XY Achsen selber bauen, kommt mit Sicherheit viel günstiger.
Hallo, mich würde interessieren wo du so einen starken Laser her bekommen hast und was der kostet. Ich verfüge bereits über eine CNC Maschine und würde gerne neben den Fräsarbeiten auch Laser zu Schnitte machen.
Mit freundlichen Grüßen
Den Laser habe ich von Lightobject.com, ebenso das Netzteil. Gruss Schmiben
Hallo, Gratulation – ein schönes Teil. Ich stehe am Anfang meines Laserbaus. Das Material – Aluprofil, die fertige xy Mechanik mit einer Nettonutzfläche von 900×1300, Röhre(130W zzgl Netzteil) sowie die gesamte Optik und die Steuerung(AWC708C) liegen bei mir in der Werkstatt und warten auf den Zusammenbau. Mechanik, Laser, Netzteil, Steuerung und Optik habe ich in Linz zu einem meiner Meinung nach fairen Preis von €2900,- incl Mwst. bezogen. Den Lieferanten kann ich nur empfehlen. Tu hier mal den Link von seinem E-Bay Shop hinein.(http://stores.ebay.at/medilasermedizinundlasertechnik?_trksid=p2047675.l2563) Mein mechanisches Konzept ist ähnlich, ich muss das ganze nur modular aufbauen, da ich sonst das gute Stück nicht mehr durch die Tür bekomme. Also gibt es ein Röhrenmodul mit Unterbau, in dem die gesamte Elektronik und die Versorgung mit Kühlung, Zu- und Abluft untergebracht ist. Das zweite Modul ist das xy Modul mit entsprechendem Hubtisch drunter. Die beiden Module werden mit 8 Klammern fest miteinander verbunden. Die Verbindung zu den Motoren, Endschaltern etc. wird auf Steckverbinder gesetzt. Soweit der Plan. Jetzt brauch ich nur noch die Zeit zum Bauen. Da ich freiberuflich bin und in ganz Europa rumfliege, ist das nicht immer ganz einfach. Mein aktuelles Projekt endet im März und ich hoffe dann auf 1-3 Monate Pause. Ich hab mir diese Seite verlinkt und werde sie weiter im Auge haben. Vielleicht kommt ja von mir auch mal ein Baubericht. Gruß aus Kärnten
Wunderbar.
Ich lese mich grade Langsam in das Thema ein. Was ich nicht verstanden habe ist die Focussierung des Lasers.
Wie wird der eigentliche Laserstrahl auf das Gravier/Schneidobjekt übertragen?
MfG Erik
Über 3 mit Gold beschichtete Siliziumspiegel. Einer direkt beim Ausgang der Röhre, einer auf der Y-Achse und einer auf der X-Achse direkt über der Linse.